
Hỗ trợ kỹ thuật
Hướng dẫn sử dụng Timer trong PLC Mitsubishi
|
Công ty cổ phần Tự Động Hóa Toàn Cầu xin gửi tới quý khách hàng hướng dẫn sử dụng Timer trong PLC Mitsubishi bằng hình ảnh do công ty biên soạn, các bước thực hiện lần lượt như sau. Mọi thắc mắc cũng như thông tin cần thêm quý khách hàng có thể liên lạc theo thông tin ở dưới trang web cho công ty để được hỗ trợ. Cách sử dụng Timer trong PLC MitsubishiTrong ví dụ này, loại PLC Mitsubishi được sử dụng là FX2N, phần mềm lập trình là GX Developer Bước 1: Khởi động phần mềm lập trình GX Developer trên máy tính
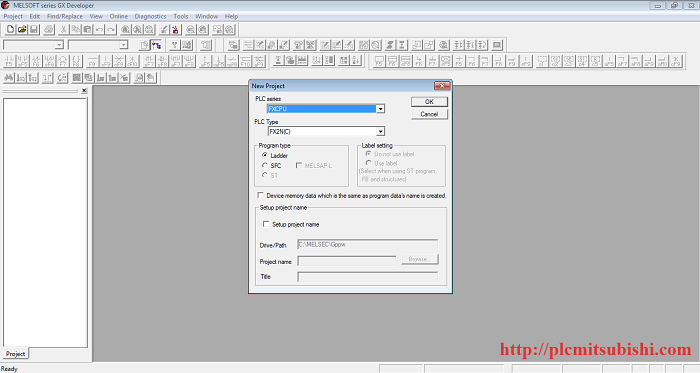
Bước 2: Vào New -> Chọn New Project-> Chọn loại PLC FX2N
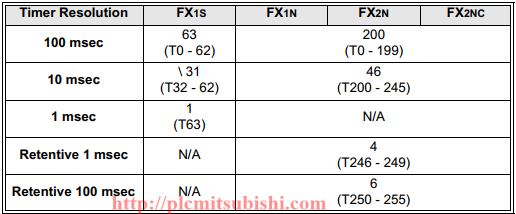
Bước 3: Lập trình bộ đếm timer cho PLC Mitsubishi.– Câu lệnh: OUT Tx D Trong đó: + Tx là tên Timer, tùy theo từng dòng sản phẩm sẽ quy định vùng timer khác nhau, ví dụ ở PLC FX2N: T0 -> T199: Timer 100ms T200 -> T245: Timer 10ms T246 -> T249: Timer 1ms có giữ T250 -> T255: Timer 100ms có giữ
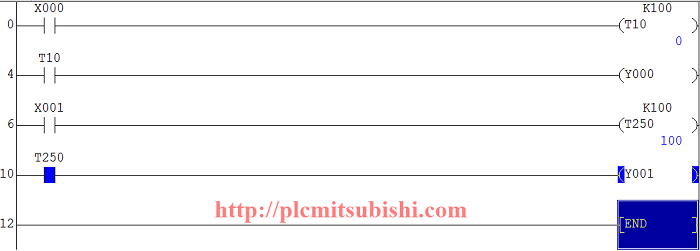
+ D là hệ số thời gian hoặc thanh ghi lưu hệ số thời gian nạp cho timer. Thời gian timer đếm được tính theo công thức Thời gian = Độ phân giải timer x Hệ số thời gian – Ví dụ: + OUT T10 K100 Thời gian timer đếm được tính bằng 100*100= 10000 ms= 10s + OUT T200 K2000
– Phân biệt Timer thường và timer có giữ: + Timer có giữ (ví dụ T250): Khi tắt Bit điều kiện của Timer (X001) thì Timer vẫn giữ. + Timer thường (ví dụ T10): Khi tắt Bit điều kiện của Timer (X000) thì Timer tắt theo. |


 Zalo Miền Bắc
Zalo Miền Bắc
